欢迎您访问合肥禹王膜工程技术有限公司网站!
全国咨询热线:138-6674-0364


 用途分类
用途分类催化剂生产过程酸交换工序中会产生大量的高浓度NH3.N废水,原先的NH3.N吹脱系统不仅能耗较大而且会有部分NH3排入大气中造成大气污染,从节约能源、低碳、循环利用以及降低后续的污水处理角度出发本项目引进了国外利用膜接触器去除水中的NH4+ 并且回收利用一项新的应用技术。
NH4+ 在水中去除是一个难题。生化反应C-N配比消耗完毕后,剩余NH4+ 无论超滤还是反渗透去除率都很低。传统的方法是在废水里加碱,使液态的NH4+ 转为气态的NH3 在利用蒸氨或吹脱技术去除气态的NH3, 在欧洲,利用膜接触器去除水中的NH4+已经成为一项新的应用技术。
常见的脱氨工艺比较:
| 脱氨项目 | 蒸氨 | 吹脱 | 脱氨膜 |
| 预处理要求 | 95% | 90% | 99% |
| PH值 | 中 | 中 | 高 |
| 工作温度 | 100℃ | 60℃ | 40℃ |
| 操作难度 | 中 | 中 | 低 |
| 能耗 | 20元/吨 | 10元/吨 | 0.5元/吨 |
| 副产品 | 高浓度氨气 | 低浓度氨气 | 20%-30%硫酸铵 |
| 投资 | 中 | 中 | 中 |
膜脱氨工艺的特点:
| 条件 | 优势 |
| 1、进水水质要求高,浊度≤0.5NTU,且对表面活性剂、氧化剂、有机溶剂等含量有严格的限制; | 1、能耗低,只有吹脱的5-10% |
| 2、进水温度要求:35-40℃,废水PH:11-12 | 2、NH3.N脱除率高,且可以根据成本设计脱除率 |
| 3、需要稀硫酸作为吸收液,吸收PH:1-2 | 3、吹脱氨、酸吸收合二为一,设备占地面积大大减少 |
| 4、可接受12%硫酸铵为副产物,硫酸铵可以回用的工艺优先考虑 | 4、模块化设计、移动、扩容方便 |
| 5、运行环境封闭,无氨气泄漏,实现清洁生产 |
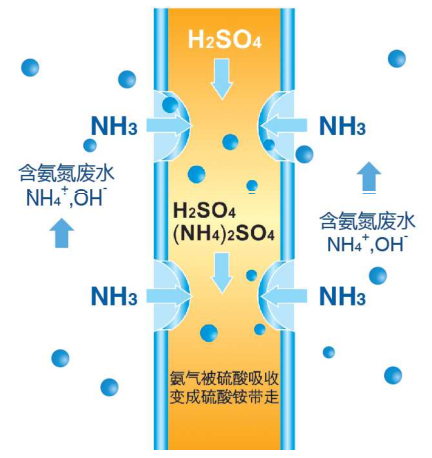
脱氨膜的原理:
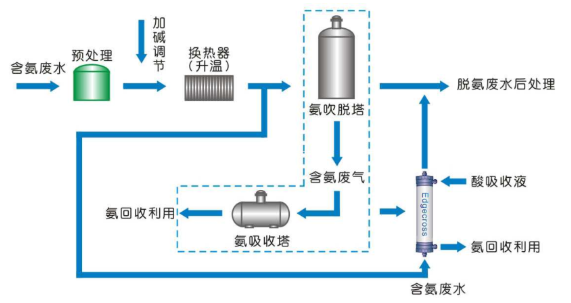
脱氨膜的工艺流程图:
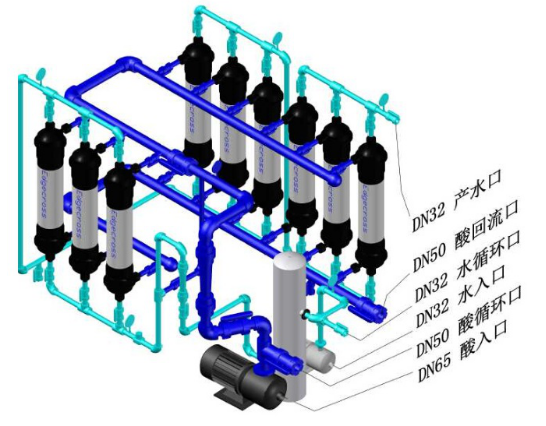
脱氨膜的立体图形:
脱氨膜的原理:
氨氮在水中存在以下离解平衡:NH 4 + +OH - NH 3 +H 2 O,废水中PH提高或者温度上升时,上述平衡将会向右移动,铵根离子NH 4 + 变成游离的气态NH 3 。这时气态NH 3 可以透过中空纤维表面的微孔从壳程中的废水相进入管程的酸吸收液相,被酸液吸收立刻又变成离子态的NH 4 + 。
脱氨与吹脱对比分析:
按一天100m3/天的处理量,进水NH3.N:10000mg/L,出水NH3.N要求降到45mg/L以下。
1、10000mg/LNH3.N经脱氨用稀酸循环按浓度升到:30000mg/L,每天可以产生30%的硫酸铵12.5吨,按市场价2000元/吨,每天光回用的硫酸铵的价值在25000元且不产生固废;
2、吹脱每小时电耗18KW/h,脱氨膜运行功率1.1 KW/h,大大节约了能耗;
3、经脱氨处理的废水可以直接达标排放且不会对大气造成污染。
138-6674-0364

